CNC Machining Guidelines
Information for modeling your part and designing your file. If you don't have a file or have other questions, please reach out and our team of engineers can help!
Contact UsQuick reference
- Process
- 3-axis CNC milling
- Max part size
- 26” × 14” × 12”
- Min part size
- 0.250” × 0.250” × 0.040”
- Standard tolerance
- ± 0.005”
- Min machined cutout
- 0.125”
- File formats
- STEP (.step / .stp), Fusion (.f3d)
Pricing and Turnaround
CNC machining services can yield anything from a one-off part to several thousand components. Individual part cost decreases significantly from one-off production runs due to the distribution of design and programming work and ability to batch runs with more creative, high yielding fixture methodology.
Turnaround is scoped to each job. We offer standard and expedited options, and we have the capability to turn around emergency jobs same-day when timing is critical.
CNC Machining Capabilities
Cambian currently offers 3-axis CNC milling, with our capabilities actively expanding.
CNC mills can produce dimensional features including pockets, slots, holes, bosses, webs, and flanges of varying heights and thicknesses. Bosses and holes can all be threaded. Parts can be engraved before or after post processing, such as anodize treatments.
The current maximum workable product size is 26” x 14” x 12”. Minimum size is 0.250” x 0.250” x 0.040”.
Beyond the mill, we keep more of the job in-house for tighter control and faster turnaround:
- In-house inspection, including dimensional verification and surface roughness measurement
- Cut-to-length stock preparation with a cold saw and a horizontal bandsaw
- Custom workholding and fixtures designed and built in-house
We also bring machining-adjacent engineering to every job: part design, manufacturability (DFM) analysis, and insert selection. If you don't have a finished model, our engineers can help you get there.
Materials
We offer CNC machining services for a plethora of metals. Cambian machines anything from typical 6061 T6 aluminum to various tool steels, stainless steels, or titanium alloys. With a materials engineer on staff, we are happy to look at any project.
Post Processing & Finishing
In-house, Cambian provides vibratory deburring and mass finishing (bowl, media, and compound) to deburr edges and improve the surface finish of machined parts.
For coatings, heat treatment, media blasting, and non-destructive testing, we work through preferred, vetted partners and manage the processing for you, so you have a single point of contact for the finished part.
Best File Formats for CNC Machining
STEP files are used to transfer product manufacturing information (PMI) across various software. The PMI may include mechanical design, manufacturing information, GD&T, etc. Cambian can use any STEP (.step or .stp) or a native Fusion (.f3d) file and use it for manufacturing your part.
Design Considerations
- Design your part in whatever units are preferred to nominal size
- Include one part per STEP file
- We can machine parts based on the model alone. Prints and drawings are not required.
- CNC milled parts will have a default overall tolerance of +/- .005”
- Please do not model threads. Communicate those in the request for quote or in a drawing.
- Only include one solid body per STEP file with no extra meshes, surfaces, or sketches.
- Minimum machined cutout size is 0.125”
- Sharp internal features are not machinable
- Deep features become increasingly difficult to machine
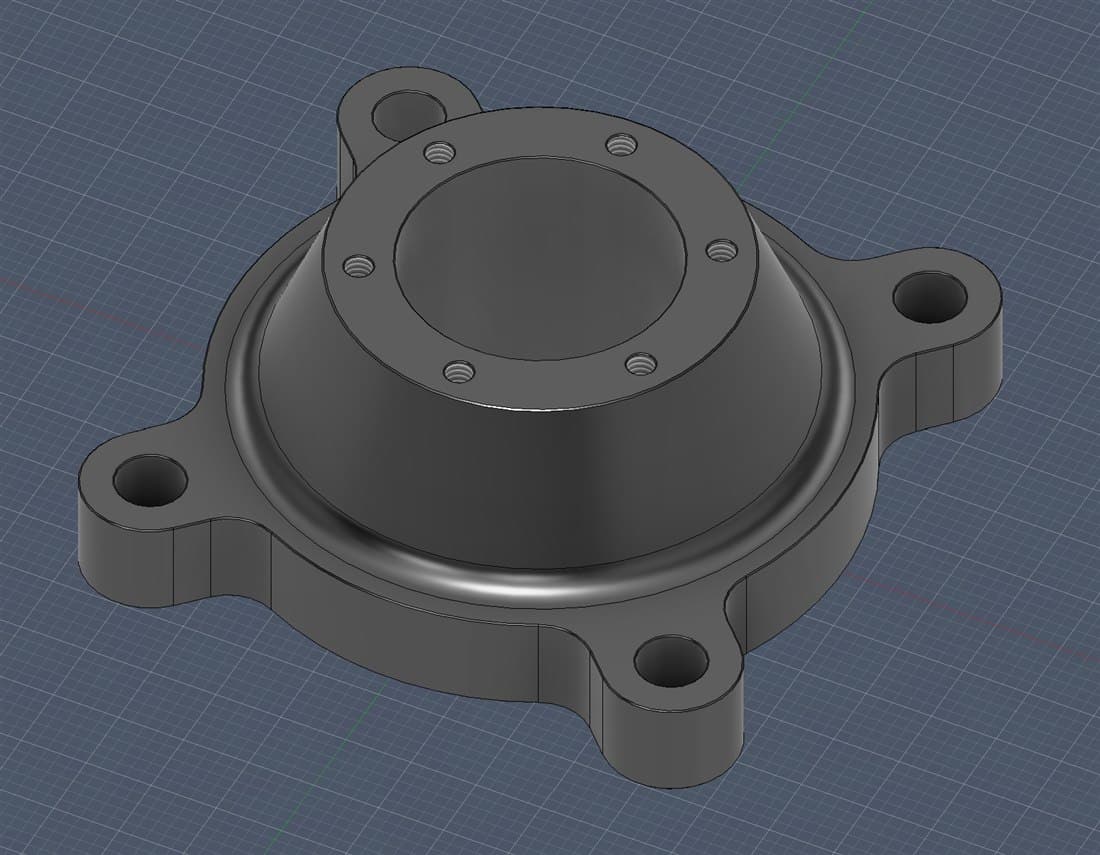
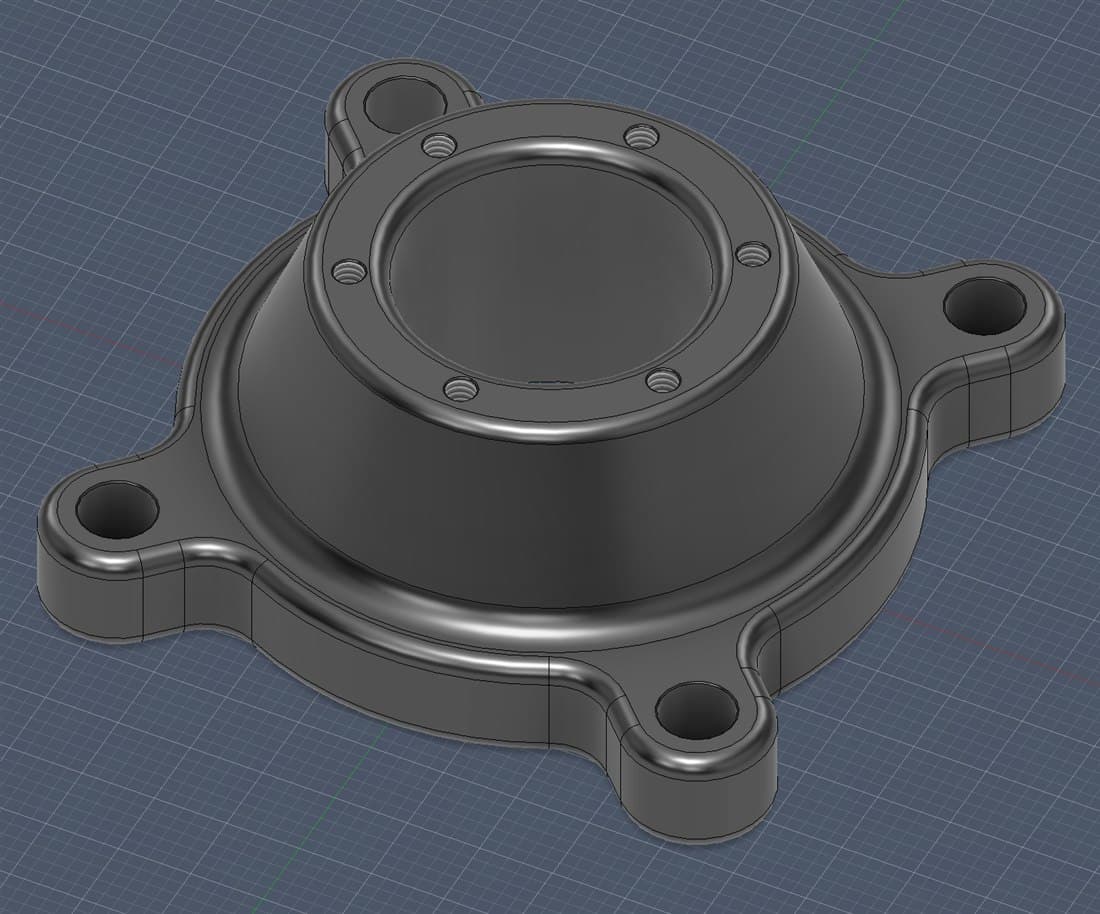
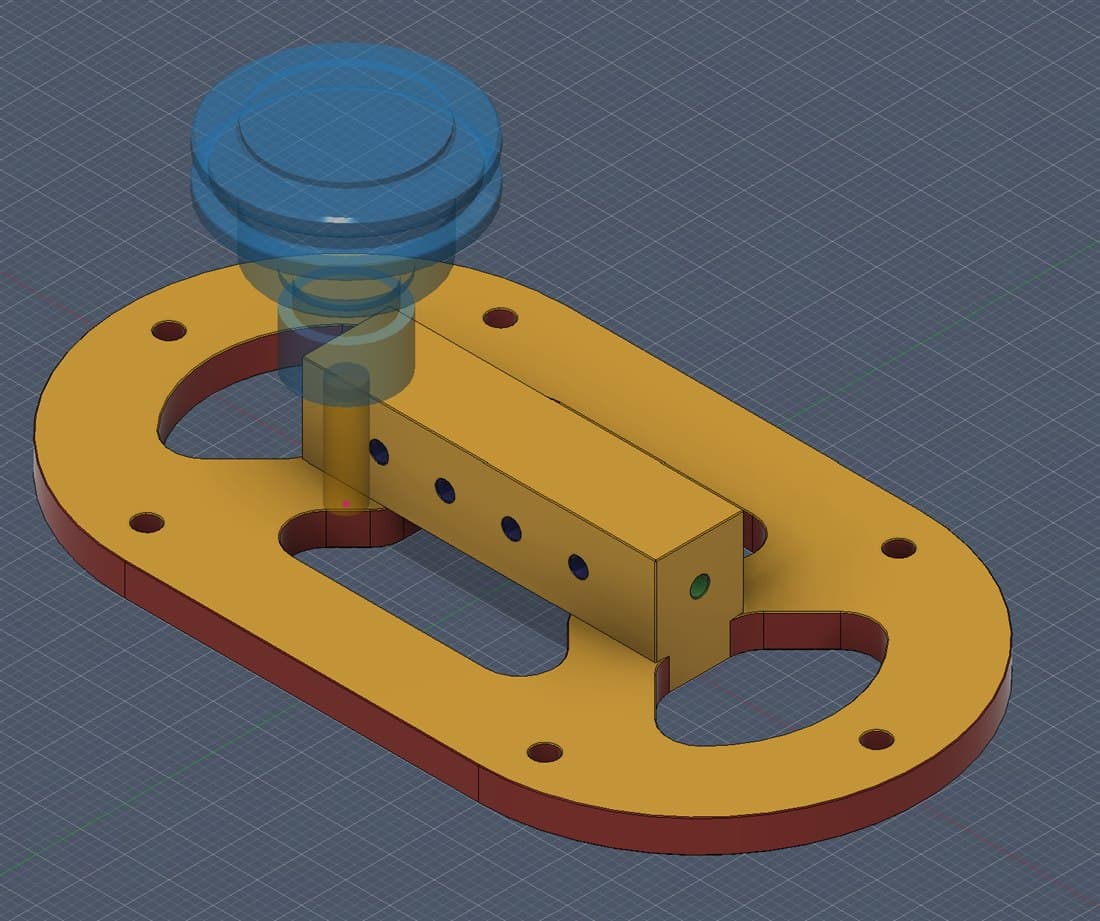
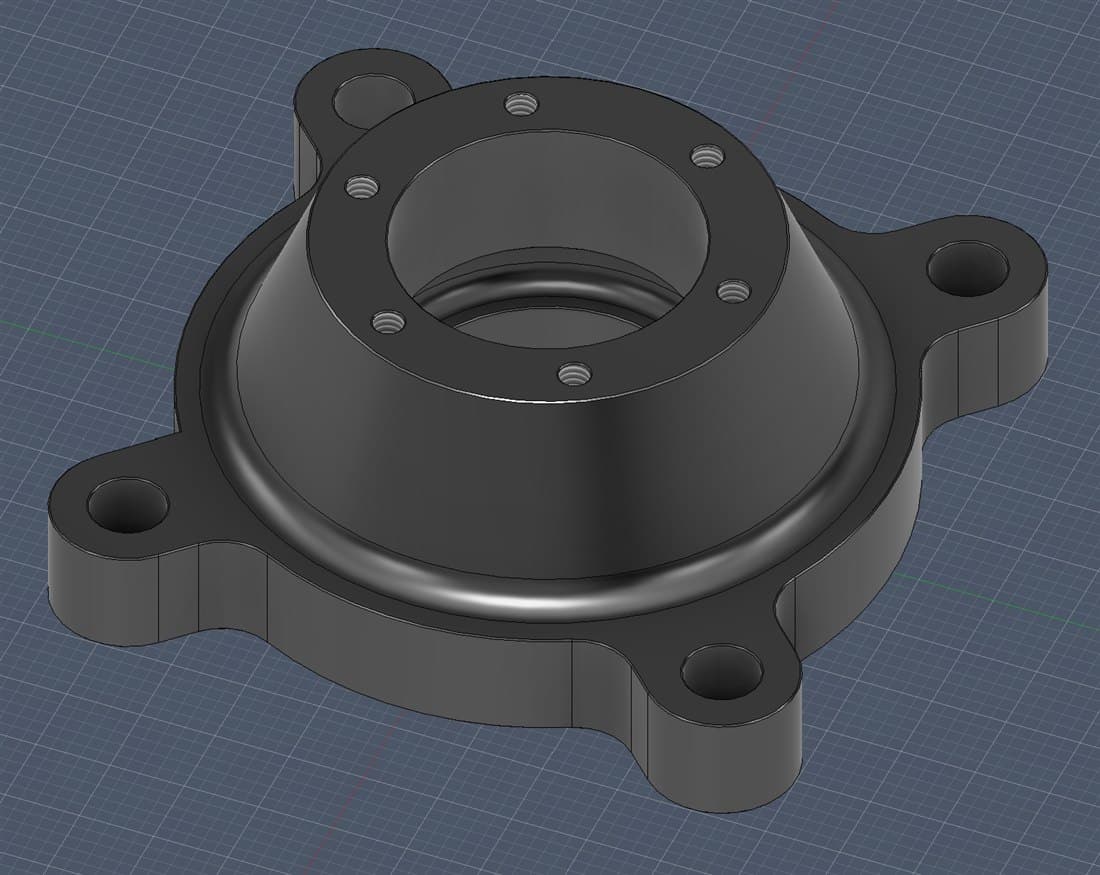
Intentional design keeps parts affordable. Both parts below are machinable, but the one on the right costs more to make: non-standard fillets are created with multiple passes of a ball end mill, or with a special corner-rounding tool that has to be purchased.
3-Axis Milling Hard Stops
Sharp Internal Features
Sharp internal features are not possible along the axial length of an endmill due to its round shape. Features perpendicular to the axial length of an endmill can be anything from square via a square end mill to slightly rounded with a bull nose end mill or fully rounded with a ball nose end mill.
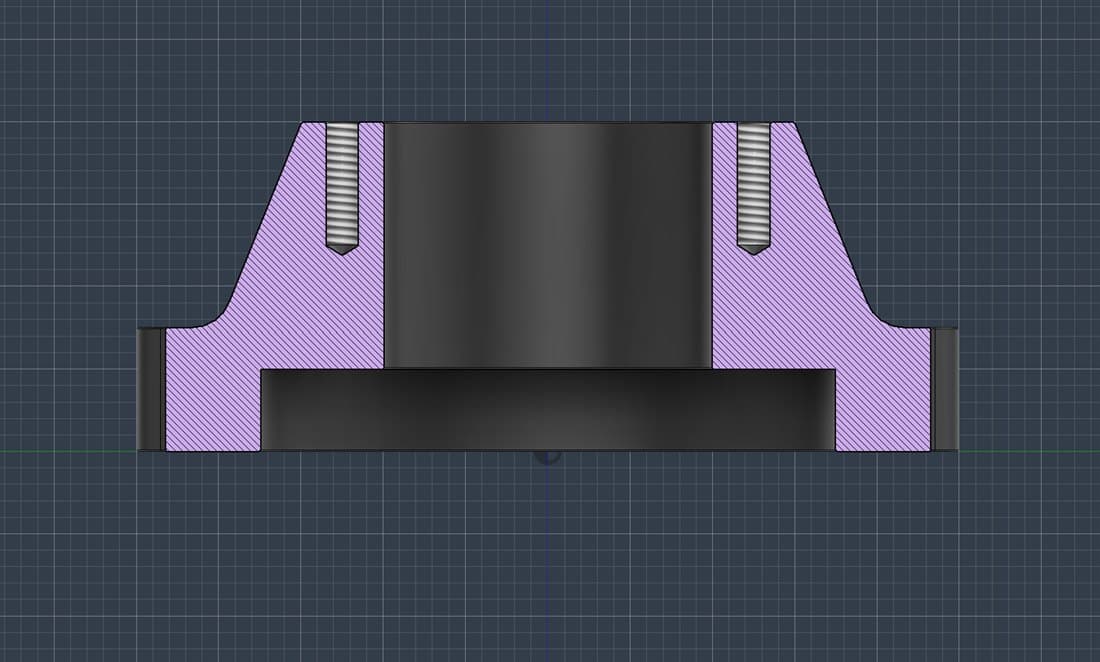
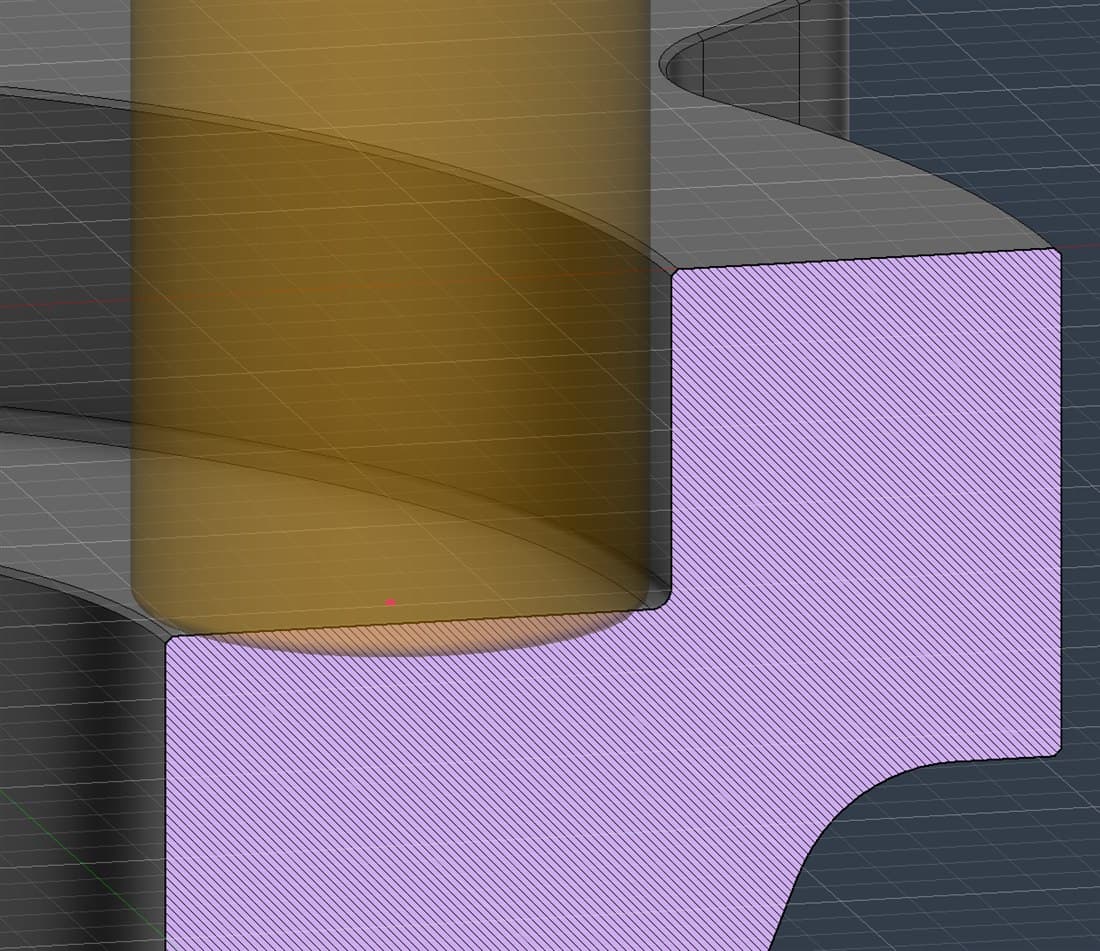
Inaccessible Features
Undercuts are possible and necessary at times, but machinability is significantly hindered by the addition of such features. It requires specialty tools at best and interrupts the automated nature of CNC machining at worst. Standard features should be entirely open to the surface.
3-Axis Milling Limitations
Material, finish requirements, tolerances, feature types, and feature size all dictate what tools are used to create a feature. A machine shop is outfitted with a suite of standard tooling to enable the manufacturing of “standard” features. Non-standard features may be machinable, but they may require special, non-standard tooling.
Standard-tooling rules of thumb. These keep parts in the efficient, repeatable zone; we'll always tell you when a feature pushes past them.
| Hole size & depth | Holes up to 0.500” in diameter are typically drilled, to a standard depth of about 8× the hole diameter. Deeper holes need longer or specialty tooling and hold tolerance less easily. |
|---|---|
| Wall thickness | Keep walls at roughly 15% of their height or thicker to avoid deflection and chatter. Features that add rigidity make thinner walls safer. |
| Internal fillet (wall-to-wall) | Radius at least 20% of the wall height. Smaller is possible but it destabilizes the cut and may require special tooling. |
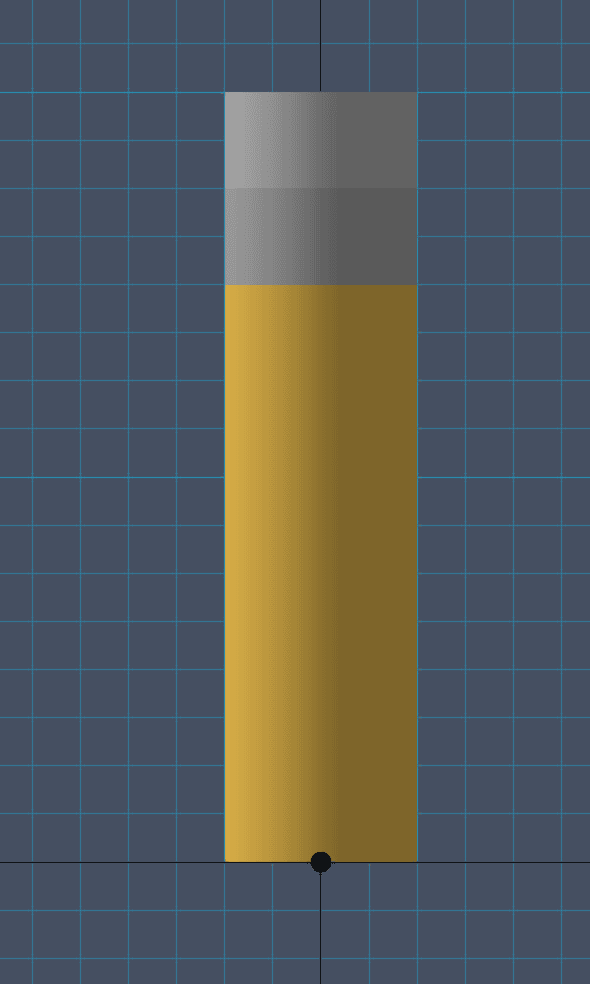
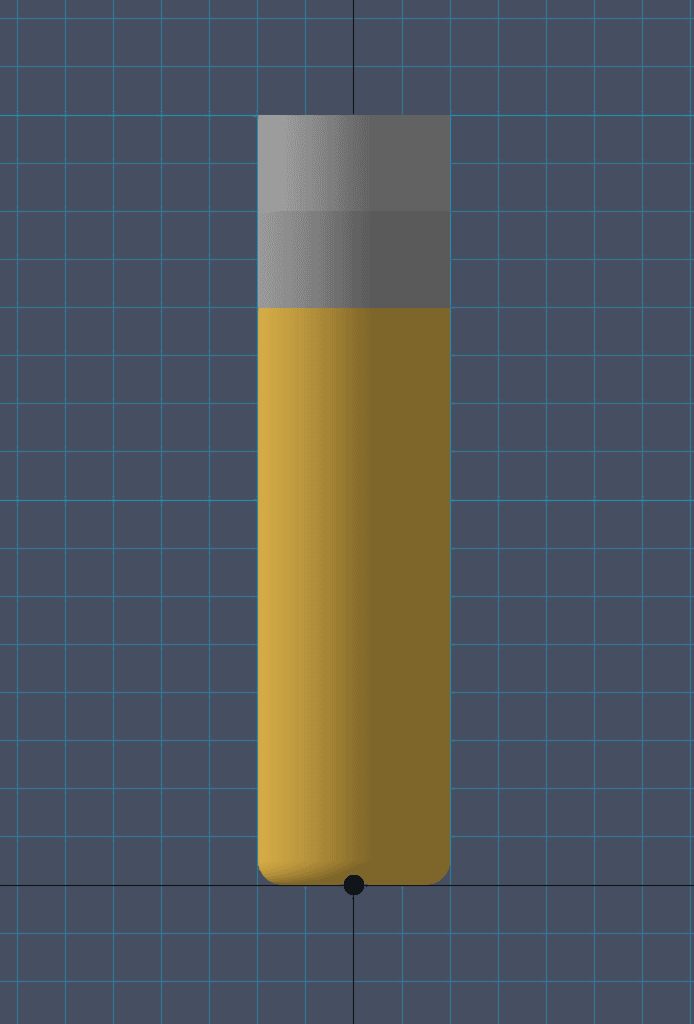
| Internal fillet (wall-to-floor) | More flexible: flat end mills leave sharp corners, bull-nose leaves small radii, and ball-nose leaves large radii. Non-standard radii add machining time. |
| Feature depth | Deeper features mean more tool run-out, which reduces dimensional stability and surface finish. |
| Tolerance | ± 0.005” standard. Tighter is achievable with tighter control of tooling, toolpath strategy, and in-process dimension audits. |