Designing for Machinability
Parts must be designed with intent. One of the areas where intention can easily be overlooked is the manufacturability and machinability of the part. Too much focus may be placed on the function of the part. The manufacturability and machinability of the part is a significant cost driver because it impacts the following:
- Tool Selection
- Setup Time and Cycle Time
- Risk of Scrap
- Feature Accessibility
Here are some considerations when designing a part that will end up on a CNC mill.
Part Orientations and Tool Access
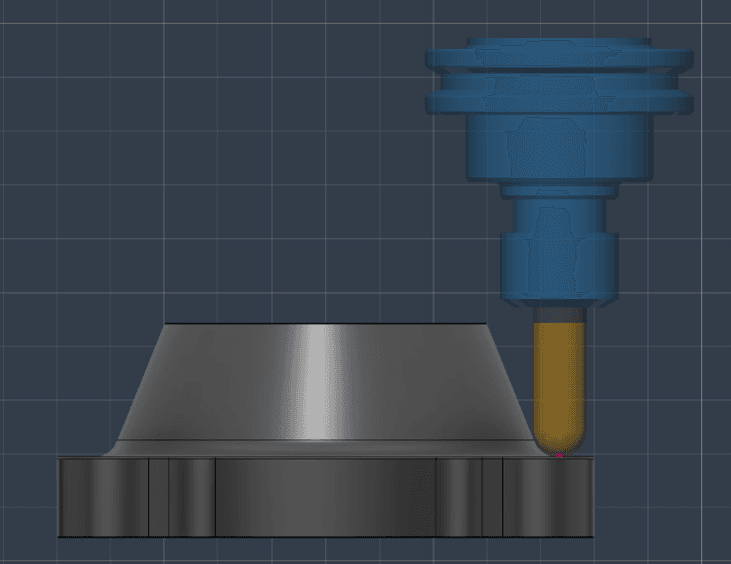
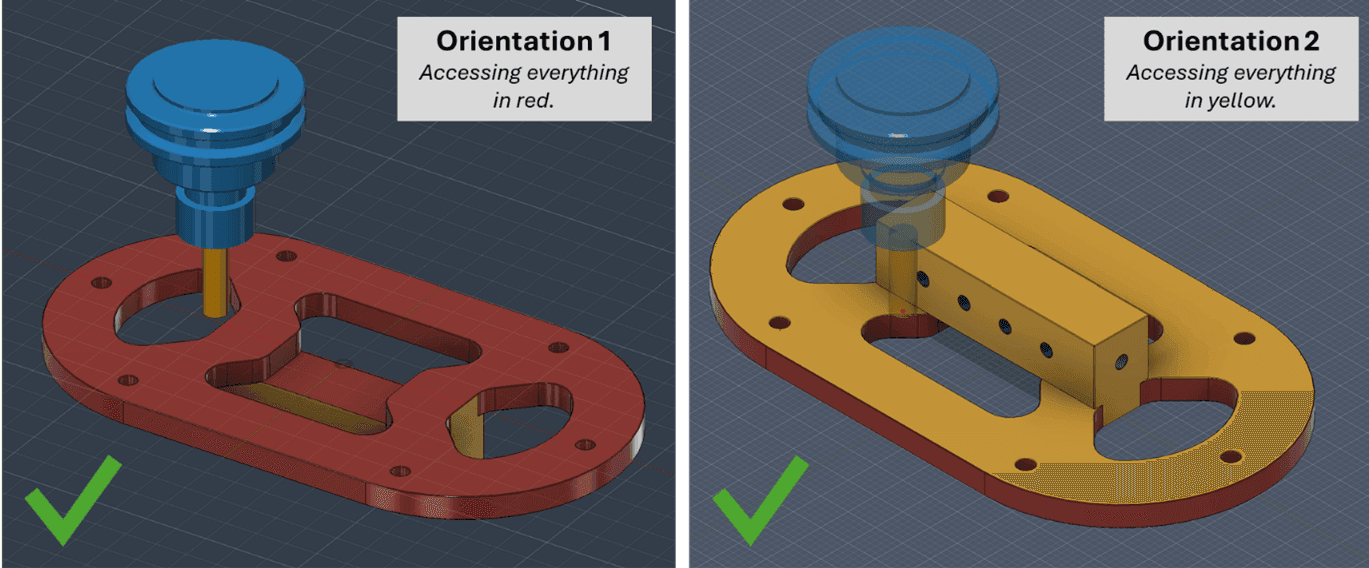
The following part is highly machinable. It has easily accessible features, reasonable radii, and acceptable depth of features. It would require two machining orientations and a specialty fixture for the second operation. Let's walk through that statement and see why this part is machinable.
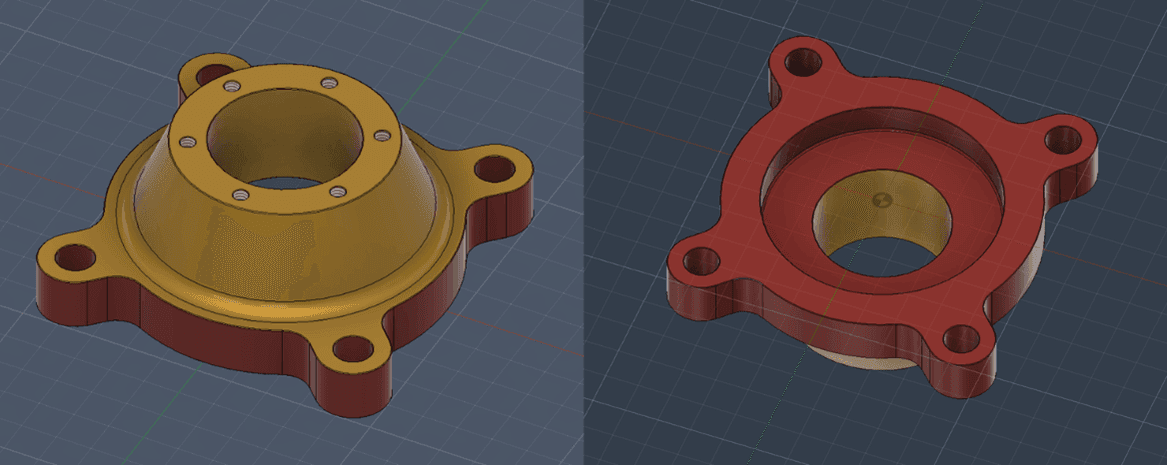
The image highlights the two machining orientations needed to machine all features on this part. Everything highlighted in red is accessible and would be machined in operation one (OP10). Everything highlighted in yellow would be machined in OP20. The choice is made because the sloped feature is difficult to hold on to. The orientations are further decided because the features must be accessible from the spindle axis on the CNC machine.
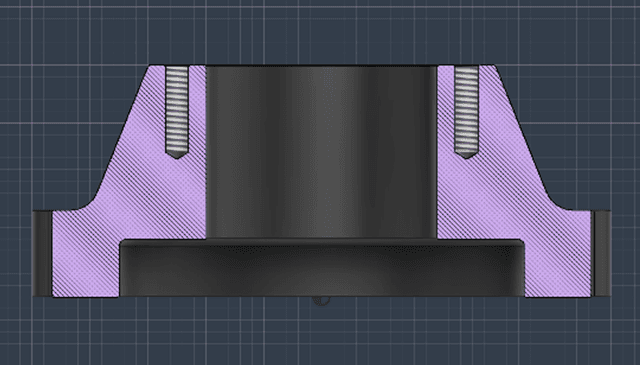
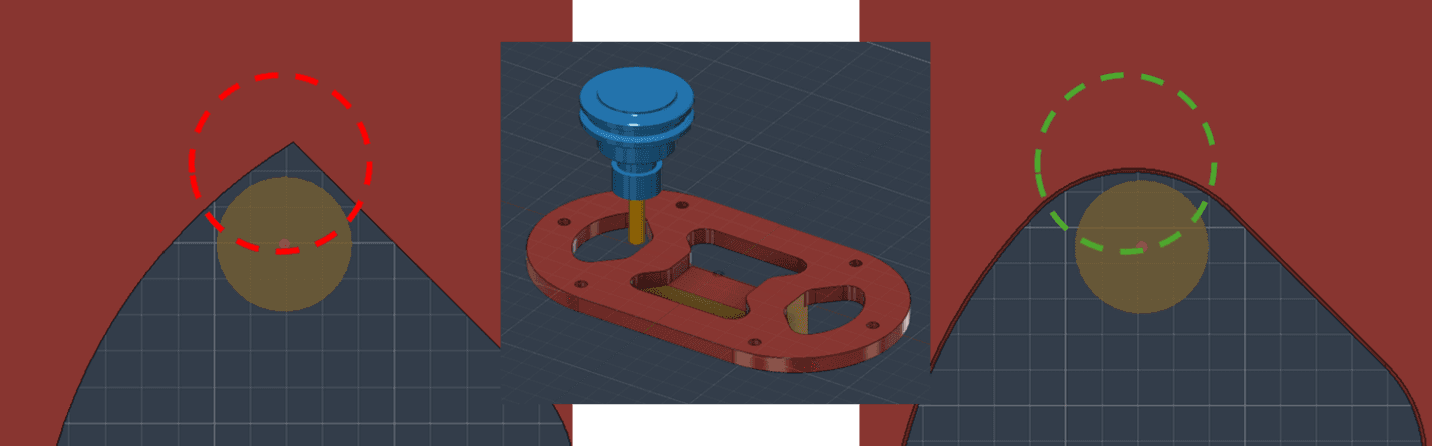
All features are machinable because we can easily access them. A tool axis can access all features shown on the exterior and in the cross section.
How Geometry Guides Tool Choice
The previous example was a part with good machinability, but what are examples of poor or impossible machinability?
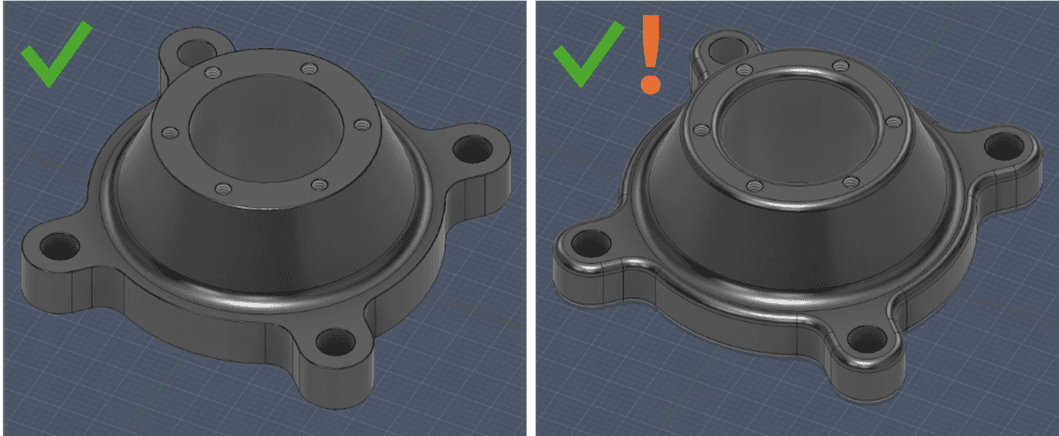
Both parts and all features above are machinable. The part on the left is the standard example for a machinable part. The part on the right has additional features that look nice and may even serve a purpose, but it might be more expensive to make unless it is designed with intentionality. If the external fillets are a non-standard size, they will be created with multiple passes of a ball end mill which adds time to the machining process. If the designer is intentional and the features are necessary, they will use a standard sized radius cutting tool. The inner radius on this part is 0.250”, which can be made by a standard 0.500” DIA ball end mill.
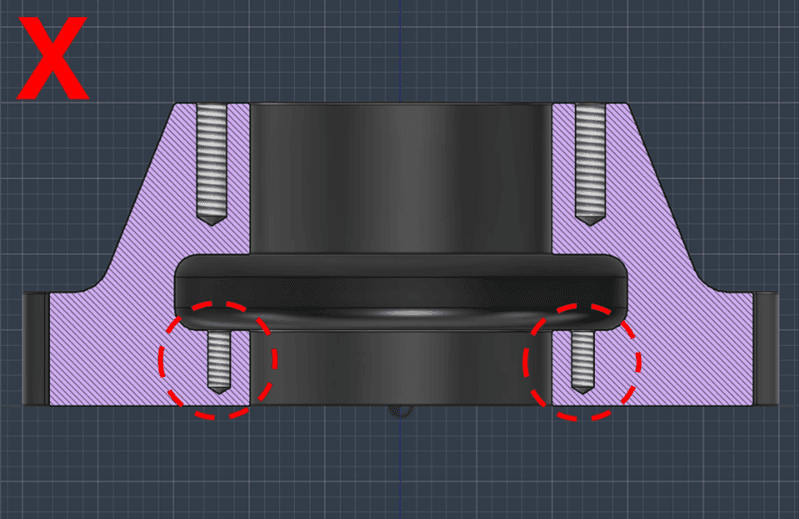
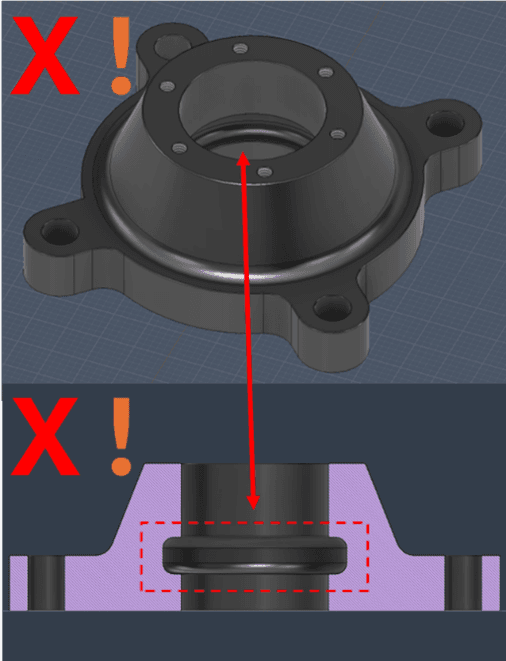
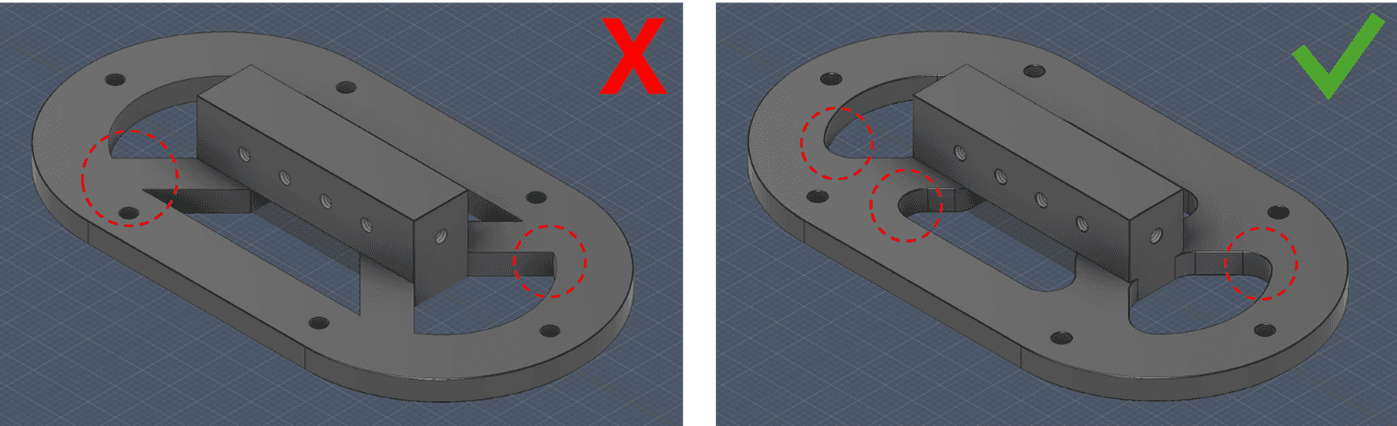
Accessibility and reach concerns are especially prevalent on internal features. In the following images, the channel on the inside of the part is machinable, but it would require a custom tool that drives significant cost and lead time. The two holes on the channel are simply not possible because the spindle and tooling cannot reach the area from the appropriate axis. Design choices shouldn't come down to “What is possible?”, rather they should focus on whether the feature provides functionality and can be produced with standard tooling through reasonable means.
Reach, Depth & Fillets
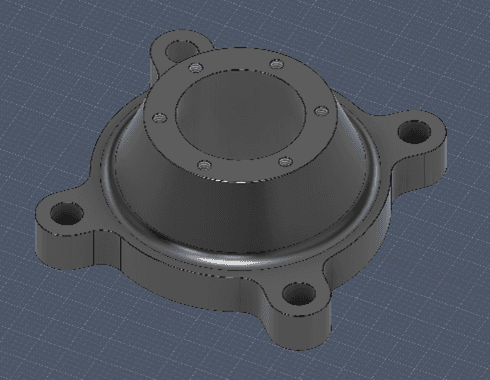
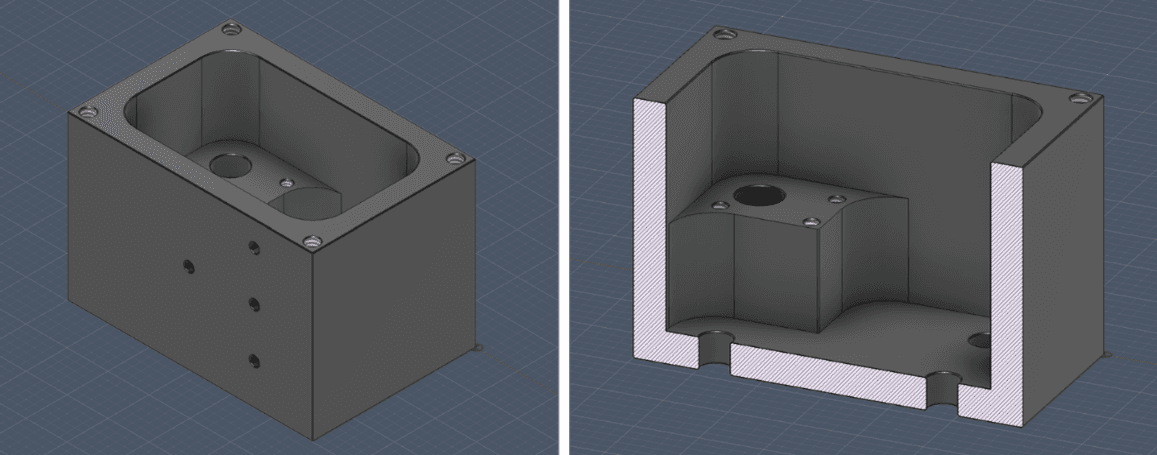
This enclosure has a deep cavity with several mounting holes and tapped holes to hold internals. The fillets on the inside of the pocket should be considered because only large tools can reach the bottom of the pocket with standard tooling. Non-standard tooling can certainly create these features, but it drives cost with tool expenses.
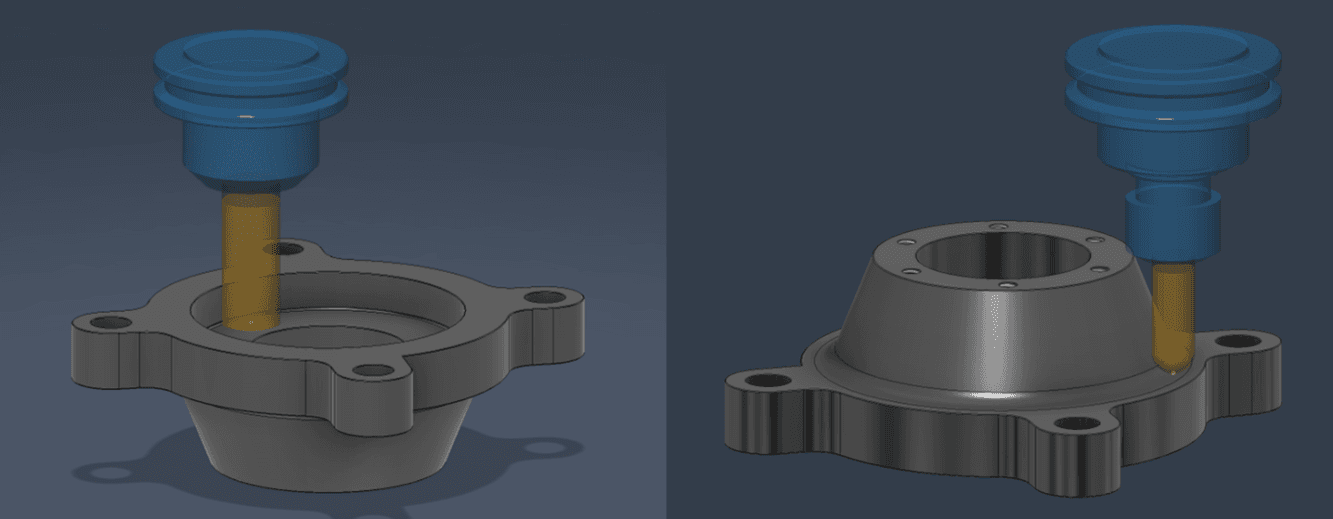
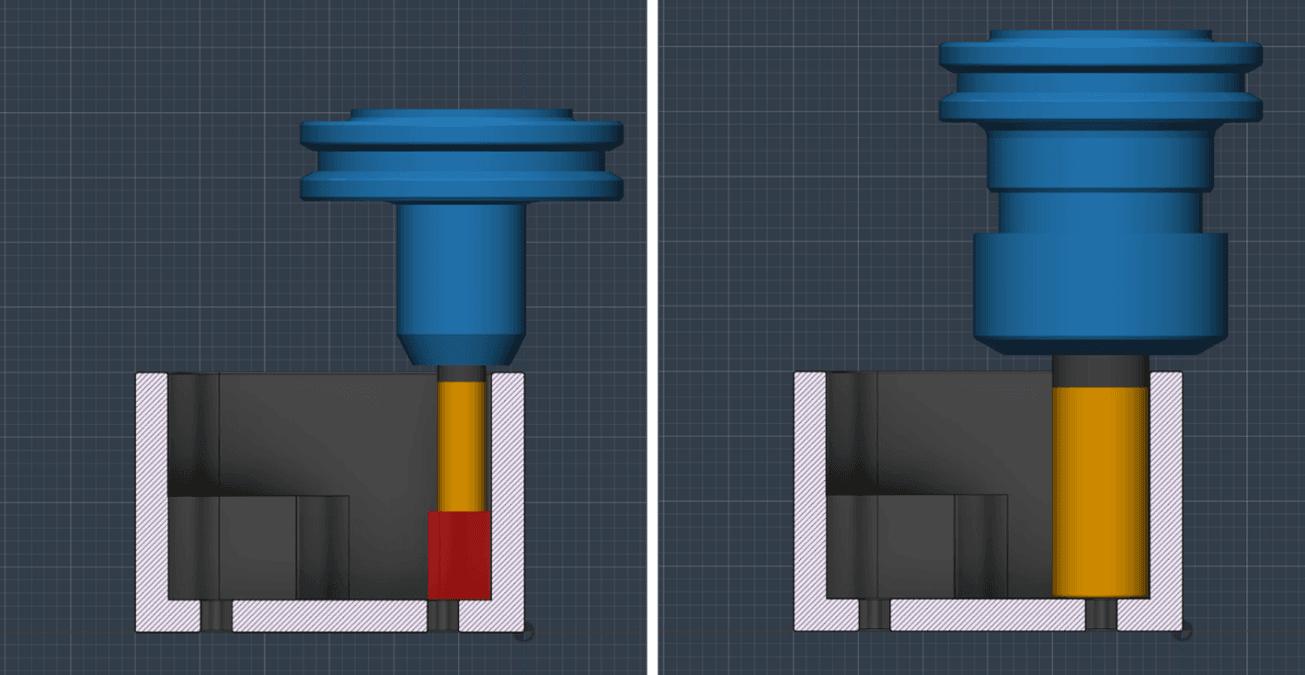
A 0.375” end mill cannot reach the bottom of the pocket in its current setup. A 0.750” end mill, however, can reach the bottom but will produce much larger fillets. Use a fillet on wall-to-wall interior corners that is at least 20% of the feature depth to ensure it is achievable with standard tooling.
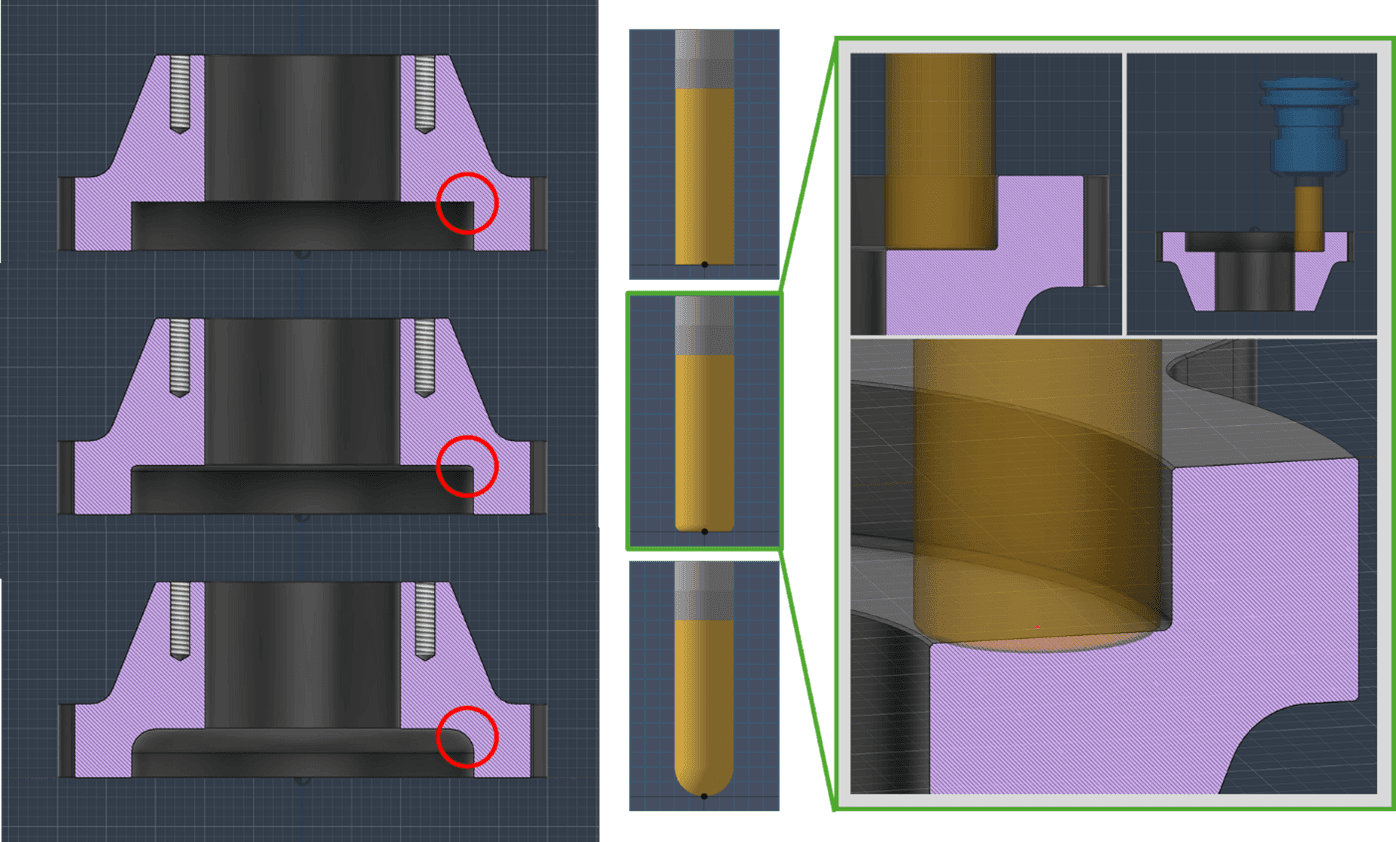
The bottom of a pocket can have a sharp internal corner, a very slight fillet, or a large radius. This impacts tool choice, and non-standard radii may drive cost. Bull nose end mills can produce very small fillets on inside corners from the floor to a wall, whereas ball nose end mills are chosen to create much larger fillets.
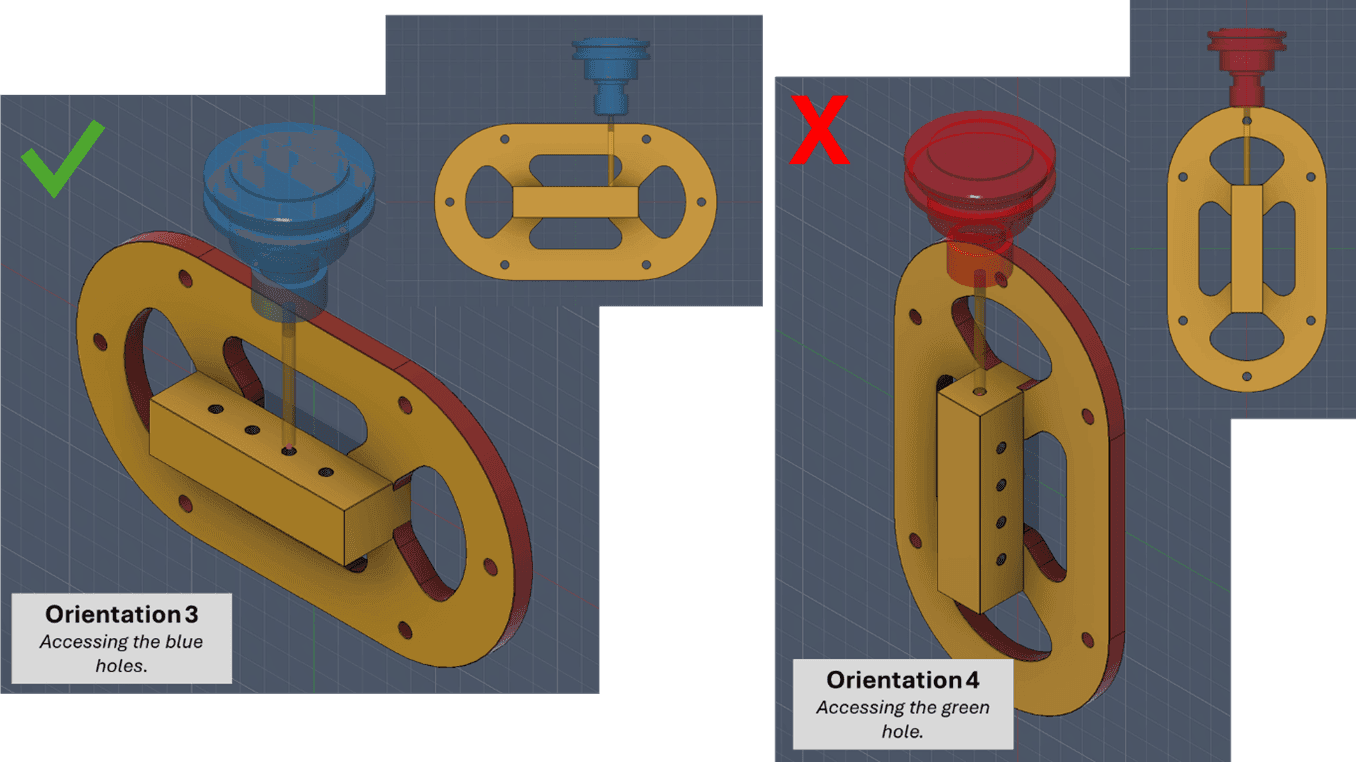
Wall-to-wall internal fillets are required for machinability of a part. Any sharp internal corner must be radiused because of the cylindrical shape of mill tooling. The 20% radius-to-feature-depth rule still applies. As complexity grows (for example, a manifold that requires four machining orientations because of its holes), feature accessibility and machining orientation become tightly coupled, and poorly machinable designs become achievable only with multiple orientations and specialty tooling.